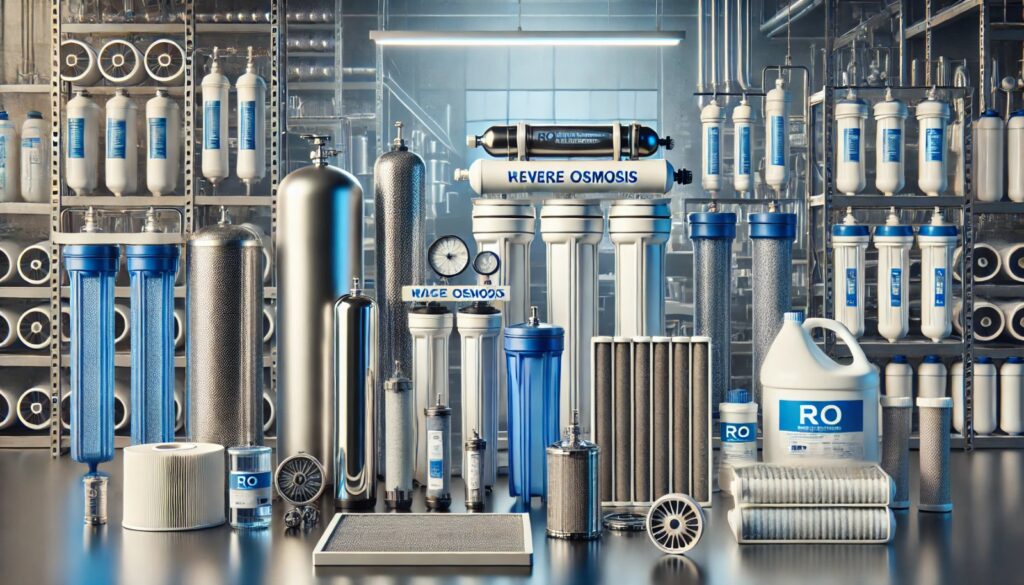
Compact RO Plant
Mid-Range RO Plant
Industrial RO Plant

Large-Scale System

Ultra-pure water for drug manufacturing, lab testing, equipment washing, and sterile production processes.

Clean, safe water for beverage production, food processing lines, and hygienic packaging operations.
Purified water for dyeing, finishing, and processing to maintain consistent product quality and colour accuracy.
Equipment cooling, process water, and quality control applications across heavy and light manufacturing sectors.